SPPL supplies process oil engineered for lubricants, greases, Polymer Compounds etc. our process oil deliver excellent viscosity control and oxidation stability. They are mainly used in industrial applications. SPPL’s R&D team constantly innovates to meet market demands.
KLAT grades represent the Technical Grade Oil with slightly different test requirements and are developed for applications in polymers, plastic industries and animal feeds besides certain non-critical applications in packaging and food machinery lubrication where minimal food contact is expected.

| S.No | PRODUCT | PDS |
|---|---|---|
| 1 | KLAT 8 | |
| 2 | KLAT 10 | |
| 3 | KLAT 15 | |
| 4 | KLAT 20 | |
| 5 | KLAT 30 | |
| 6 | KLAT 40 | |
| 7 | KLAT 50 | |
| 8 | KLAT 60 | |
| 9 | KLAT 70 | |
| 10 | KLAT 80 | |
| 11 | KLAT 100 | |
Our manufacturing capabilities cover a wide spectrum of chemical and industrial solutions, including:
Each manufacturing unit is designed to maintain high efficiency while adhering to strict safety and quality standards.
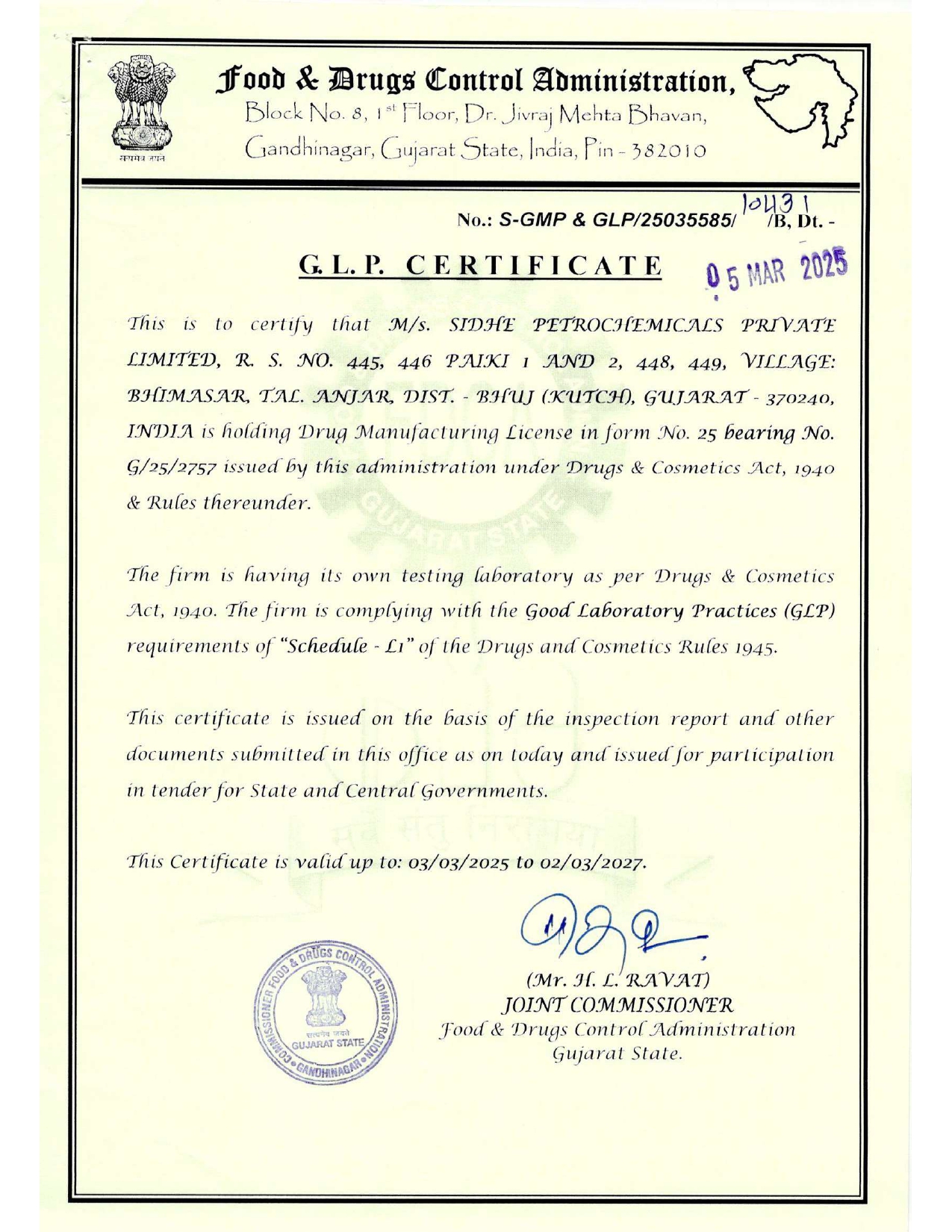
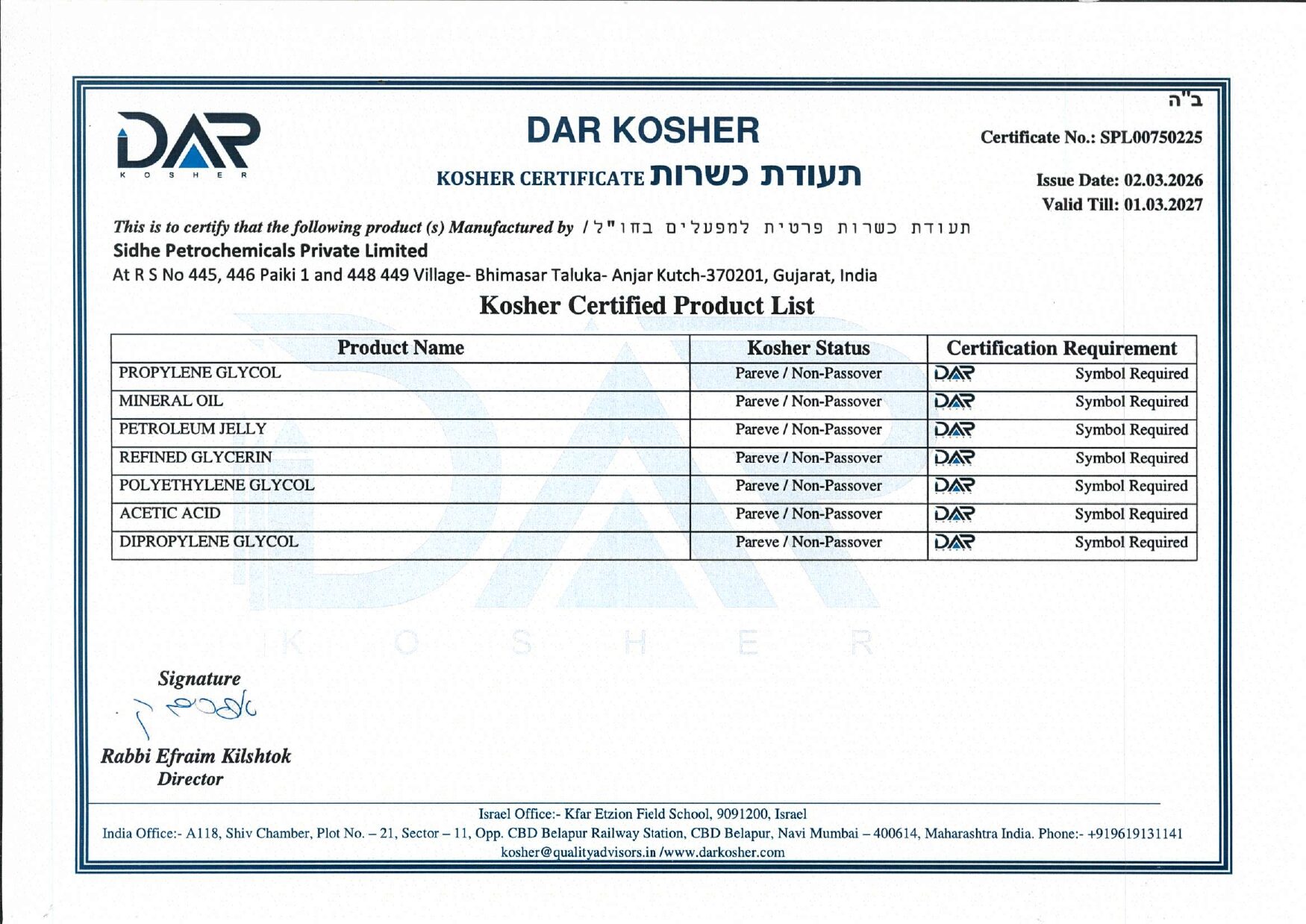
The GMP & GLP facility specializes in producing premium quality products tailored to meet the stringent requirements of Pharma and Cosmetics Industries reliant on high-quality chemical intermediates such as Propylene Glycol, Liquid Paraffin, Light Liquid Paraffin, Petroleum Jelly and Polyethylene Glycol, catering to diverse industry needs with consistent quality and reliability.
A state-of-the-art manufacturing facility designed to meet stringent compliance requirements set by the Regulated Products (Food and Drug administration) and FSSAI (Food Safety & Standards Authority of India), ensuring the highest standards of quality, safety, and hygiene in every aspect of production.
The entire facility is certified under ISO 9001, ISO 14001, and ISO 45001 standards, reflecting its commitment to delivering exceptional quality products and services. The organization strives to be a dependable, transparent, and trustworthy business partner, fostering long term relationships built on integrity and excellence.
Dive into our diversified product portfolio comprising of regulated Products, Specialty Chemicals, Industrial & Automotive Lubricants, Specialty Base Oils & Process Oils, Olefinic and Paraffinic Solvents, Dearomatized & Specialty Solvents and Wax & Wax Emulsion.
Sidhe Petrochemicals
Pvt. Ltd. 7th Floor, Tower
-A, BPTP Park Centra, Jal
Vayu Vihar, Sector -30,
Gurugram – 122001,
Haryana.
RS No. 445, 446 Paiki-1,
446 Paiki-2,448, 449
Village Bhimasar,
Anjar,Dist. Kachchh,
Gujarat – 370201
Copyright © 2026 SPPL All rights reserved.
| RB DIGITAL COMPANY